13816854992

13816854992

Fax: 86 21 59740440
Contact: Miss Zhu 13816854992
Tel: 86 21 59745836 / 59742557
Website: www.drae.com.cn
In our processing of die-cutting parts, we often encounter EVA foam die-cutting processing, the general thickness will be 1-2mm, and may eventually reach 5mm. For this EVA foam die-cutting processing, there will certainly be many or various problems in the production process. Then the problems we often encounter are mainly reflected in the following three points:
1, it is easy to appear bevel edge in the process of foam punching.
2. these thick foams are easy to produce crumbs in stamping process; EVA machining.
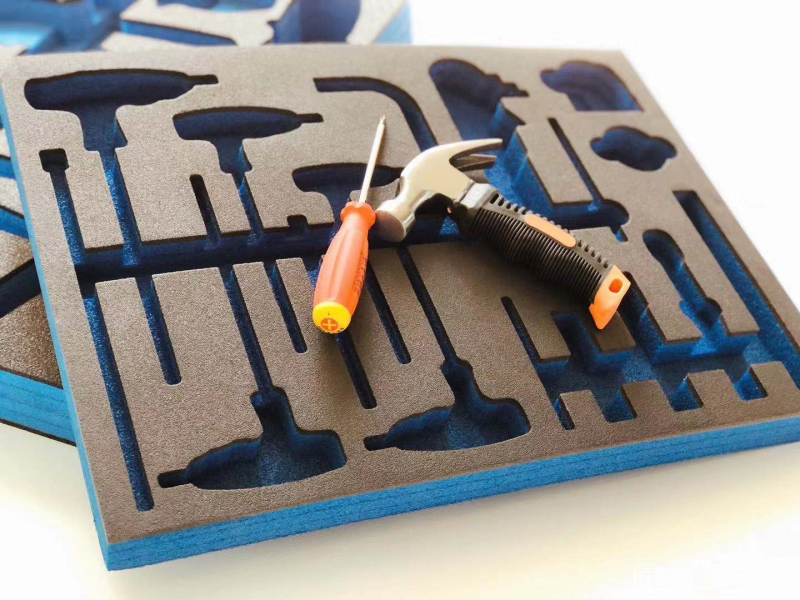
3, for some porous products, it is difficult to discharge (small aperture, large foam thickness, and waste discharge is not easy to achieve).
This is a very common phenomenon in EVA foam die cutting operation. Next, the editor will analyze the above three common problems and provide relevant solutions. We have the characteristics of the EVA foam itself. You do a simple introduction: EVA foam die-cutting has high thickness, certain elasticity, low elastic limit, easy to powder. Due to the above characteristics of EVA foam die-cutting process, there are three basic problems in EEVA foam die-cutting process:
Pressure reduction of EVA foam die cutting
First of all, the reason for this problem is that the thickness of the foam is very high. During the stamping process, the foam is then pressed and the foam is extruded together with the surface. To reduce blood pressure, the main way to solve these problems is to change the choice of tools.
The die cutting tool we usually use is a double bevel cutting tool for stamping. Then, in order to ensure the effective reduction of the bevel edge, we use a single edged knife and straight bevel, which can effectively reduce the occurrence of the foam beveling.
At the same time, the EVA foam die cutting process is used for stripping the relatively simple EVA foam die cutting parts, separating the edges and jumping, reducing the factors affecting the bevel edge and avoiding the beveling. For some products with slightly complicated structure, we can use the method of punching cutter line to cut, do not make closed knife line and multi line overlapping way, reduce the extrusion stress in foam stamping process, and reduce the side angle problem of foam angle. Antibacterial EVA
EVA foam cutting chips
Secondly, on the issue of EVA foam debris, the fundamental reason for this problem is the nature of the foam itself, because of the low foam toughness and foam structure, all of which are in the stamping process. With the repeated action of the cutting machine, the debris particles are easy to form dust and float in the air. There are many ways to solve this problem for some die cutting work with cleaning requirements. Generally speaking, there are spray releasing agents. The common method of production line is to press a layer of OPP protective film on the surface of EVA foam. Solve this problem. Of course, this solution may lead to waste of some accessories. EVA foam cutting technology is very difficult.
Third, in terms of the EVA foam cutting process, the most fundamental reason for this type of waste is that the foam is too thick and the pore size is small. The traditional method is to execute a set of injector fixing device on the outside of the die-cutting machine to discharge the waste material, and eject the porous debris and discharge the fallen material through the ejecting pin. However, such waste disposal methods are not well operated and are easy to scratch the foam and cause product defects. The method commonly used for round knives is to extract knives for extraction and waste disposal. Today, in view of these problems, Xiaobian gives a better work plan, which is asynchronous work plan. EVA engraving
EVA foam die-cutting solution - asynchronous work
Fourth, the advantages of EVA foam die cutting asynchronous operation procedures; we all know that asynchronous, through the upper material for asynchronous drawing, and the bottom material synchronous die-cutting to achieve the purpose of saving materials. Here, we use asynchronous methods to separate foam and backing films. This will not only save foam materials, but also in practice, the upper material belt will be taken away and the foam frame will be scraped away. At the same time, it was taken away. At the same time, due to the influence of the force, the beveled edge will also be greatly improved. In addition, through this operation mode, the basic dust problem is also effectively solved.

Phone: 86 21 59745836/59742557
Website: www.drae.com.cn
Address1: No.98, Xinjin Road, Zhangjiang new garden, Qingpu District, Shanghai
Address2:50m east of Shunfan Road, Panjing Town, Rugao City, Nantong City